
チタン・βチタンのパイプ及びパイプ部品加工を取り扱っております。
一言にパイプといっても継ぎ目(シーム)の有り無しで種類が変わり、またそれに伴って、工程やコストが変わってきます。パイプの種類及び特長については、下表を参考ください。

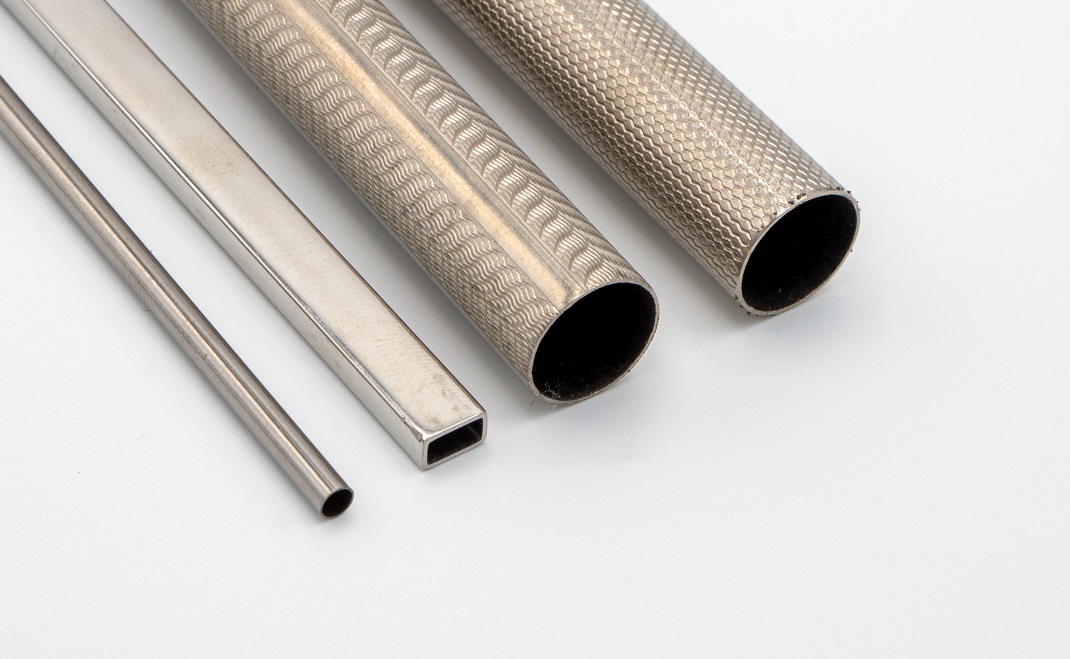
事例
- 細線径のチタン製パイプ

- 角パイプ , 表面模様有のチタン製パイプ
特長
- 純チタン、βチタン( DAT51 )のパイプ加工実績あり。
- 対応可能サイズ 最小 外径: φ 0.5 mm , 内径: φ 0.3 mm , 肉厚: 0.1 mm
最大 外径: φ 6.0 mm ( 目安 )
βチタンについて
β チタンは、チタンの基本的特長である「比重が小さい」「耐食性に優れる」「非磁性」に加え、眼鏡材に要求される「バネ特性」も併せ持っています。また、冷間加工性にすぐれ、冷間加工により高強度が得られます。
[機械的特性] 引張強度 約650 ~ 1800 MPa (※)
ヤング率 約80 ~ 110 GPa (※)
※βチタン合金の引張強度やヤング率は、熱処理によって変化します。
(一般には時効処理など熱処理を加えるにより、引張強度およびヤング率は、それぞれ上がります)
チタンとステンレスの材料特性及びパイプ材の用途について
各材質の一般的な材料特性の評価をまとめてあります。下表を参考ください。
(例 〇: 優れている, △: 平均的, ×: 優れていない )

βチタンパイプ標準品寸法について
弊社協力会社によるβチタンパイプの標準品寸法表です。詳細は、下表の通りです。
チタンパイプの追加加工の事例
弊社協力会社によるチタンパイプの追加加工事例です。詳細は、下表の通りです。
| 追加加工名 | 加工事例・写真 | 特長 |
| テーパー ( 絞り) 加工 | |
目的: 要望の形状にする。 効果: 先端に行くにつれ、徐々に細くするといった絞り加工が可能。 最小径の絞り事例: βチタンパイプ φ 0.5 mm, 内径 φ 0.1 mm 上パイプはロングテーパー加工 |
| パイプ曲げ加工 | |
目的: 要望の形状にする。 効果: 真っすぐのパイプを任意の箇所で曲げ加工が可能。 曲げ半径はパイプ外径や肉厚により対応可能な範囲があります。 |
| 内面研磨加工 | |
目的: 内面を滑らかにする。 効果: パイプ内面の凹凸を少なくすることにより、内部を通る液体の流動性が良くなり、液残りが少なくなります。 面相度 ( 表面粗さ ) ≦ Ra 0.05 仕上可能。 曲げ、テーパー及び絞り形状などの内面研磨も可能。 写真はRa 0.02 の特殊加工事例 |